
1 FMEA approach
Prevention is everyone's business
1.1 History
How FMEA was born
The first guide to using FMEAfailure mode and effects analysis (Failure Modes and Effects Analysis) was published by the US military in 1949:
- “MIL-P-1629“ Procedures for performing a failure mode, effects and criticality analysis
FMEAfailure mode and effects analysis quickly spread to the aerospace and automotive industries as a critical tool for continual improvementpermanent process allowing the improvement of the global performance of the organization (see also ISO 9000, 3.2.13 and ISO 14 001, 3.2). It has become inseparable from any efficient quality management systemset of processes allowing the achievement of the quality objectives (see also ISO 9000, 3.2.3).
Since 1994 (first edition of QS 9000) FMEAfailure mode and effects analysishas been one of the specific requirementsexplicit or implicit need or expectation (see also ISO 9000, 3.1.2) of the automotive sector, cf. figure 1-1.
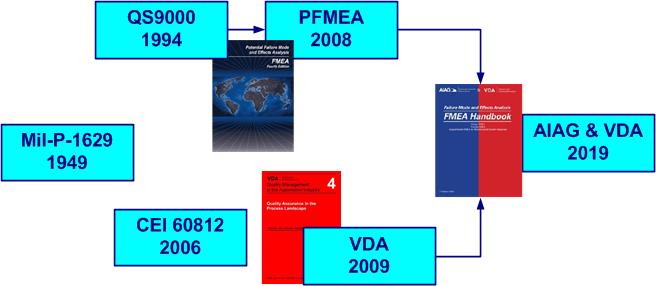
Figure 1-1. FMEA approach history
This module is based on the 2019 FMEAfailure mode and effects analysis (AIAG & VDA FMEA Handbook), published by the AIAG - USA (Automotive Industry Action Group) and the VDA - Germany (Verband der Automobilindustrie, Automobile Industry Association). This common manual brings together the requirementsexplicit or implicit need or expectation (see also ISO 9000, 3.1.2) and expectations of FMEAfailure mode and effects analysis for many suppliers in Europe and America.
1.2 Application
Why and when to carry out a FMEA

The main FMEAfailure mode and effects analysis objective is, through teamwork upstream, to help you make the right decisions in order to:
- improve your products and processes
- reduce the risk of failure
An example of a procedure is shown in annex 01. To do this, it is necessary to identify the priority prevention actions and apply them. 
FMEAfailure mode and effects analysis is an approach that can be described as:
- anticipatory (prevention par excellence)
- systematic (all stages of the entity are studied)
- participatory (teamwork)
- exhaustive (mode, effect, cause)
- winning (medium-term costs will be reduced)
- design assistance (detected risks)
- assistance with industrialization (problems removed)
- critical (different theses collide)
- formalized (the results are recorded)
FMEAfailure mode and effects analysis is a method of prevention analysis to reduce potential failures of a processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1), productany outcome of a process or activity (see also ISO 9000, 3.4.2), systemset of interacting processes (see also ISO 9000, 3.2.1), or component of a systemset of interacting processes (see also ISO 9000, 3.2.1). In other words, it is the prevention of technical risks that can have consequences on:
- reliability
- maintainability
- availability
- safety
The 4 key questions for a FMEAfailure mode and effects analysis are:
- what are the potential failure modes?
- what are the potential effects of the failure?
- what are the potential causes of the failure?
- what are the preventions to recommend?
In other words, these questions can become:
- what could go wrong?
- what effects?
- what causes?
- what action plan?
Anyone who think they can answer the 4 key questions on their own in 5 minutes is very arrogant! Especially when you know that an FMEAfailure mode and effects analysis requires a lot of work hours, multidisciplinary skills and the unconditional support of top management.
The costs to repair a defect increase by a factor of ten for each production stage
As can be seen in figure 1-2, the cost of failure effects is on a logarithmic (exponential) scale.
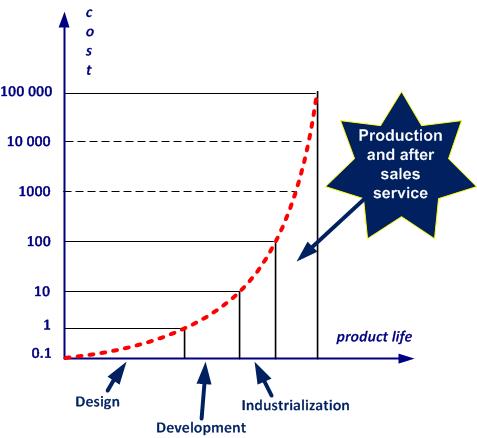
Figure 1-2. The cost of failure versus the life time of the product
The results of FMEAfailure mode and effects analysis will be most beneficial when it is done at the earliest stage in the design, development and industrialization of the productany outcome of a process or activity (see also ISO 9000, 3.4.2) or processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1).
The method is generic because it is applicable to any business, without any constraints relating to size, activity or type.
FMEAfailure mode and effects analysis is a primarily qualitative analysis to assess:
- failure causes
- failure modes
- failure effects
- technical risks
- the severity of the failure effect
We can analyze a systemset of interacting processes (see also ISO 9000, 3.2.1) (or structure), a subsystem or a component (such as: airbag system, airbag and sensor).
For each FMEAfailure mode and effects analysis a scope is established with defined limits. The failure causes are realistic and reasonable. Causes such as natural disasters or shutdown of general resources (electricity or others) are outside the scope of FMEAfailure mode and effects analysis.
For certain common steps (purchasing, storage, sale) it is recommended to establish generic parts of FMEAfailure mode and effects analysis. Do not forget to update these generic parts following modifications made.
The results of a FMEAfailure mode and effects analysis are often the validation of:
- design
- the range of a new product
- improvement and optimization of a system or process
- the documentation
FMEAfailure mode and effects analysiss (see figure 1-3) will follow the plans for:
- design validation
- preventive action
- monitoring
- maintenance of means of production
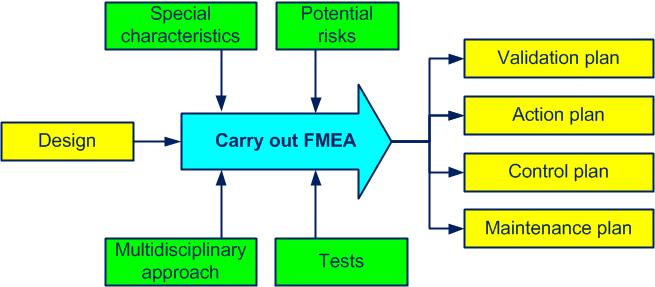
Figure 1-3. The process carry out FMEA
FMEAfailure mode and effects analysisis a living document, constantly updated even after production has started, as new information often arrives.
FMEAfailure mode and effects analysisis an excellent prevention tool for internal use. If a customeranyone who receives a product (see also ISO 9000, 3.3.5) asks you for a FMEAfailure mode and effects analysis, you can send them the action plan; often this is more than enough.
On the other hand, FMEAfailure mode and effects analysisis not:
- a quantitative analysis
- an analysis of failure combinations
- a method of problem solving
- a way to build your documentary system
- an analysis to reduce financial and strategic risks
- a tool to improve cleanliness and safety
- a rule to enforce order
.jpg) Minute of relaxation. Game: FMEA approach
Minute of relaxation. Game: FMEA approach
1.3 Types
The main types of FMEA and their objectives
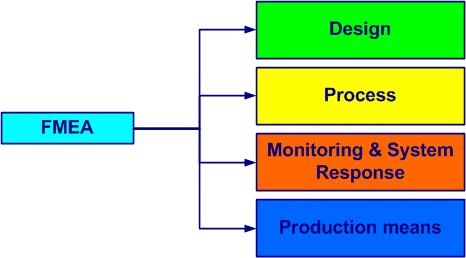
The most common types of FMEAfailure mode and effects analysisare:
- design FMEAfailure mode and effects analysis, DFMEA (cf. annex 02), shown in figure 1-4
- processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1) FMEAfailure mode and effects analysis, PFMEA (cf. annex 03), shown in figure 1-5
- monitoring and system response FMEAfailure mode and effects analysis, FMEA-MSR
- means of production FMEAfailure mode and effects analysis, MP-FMEA
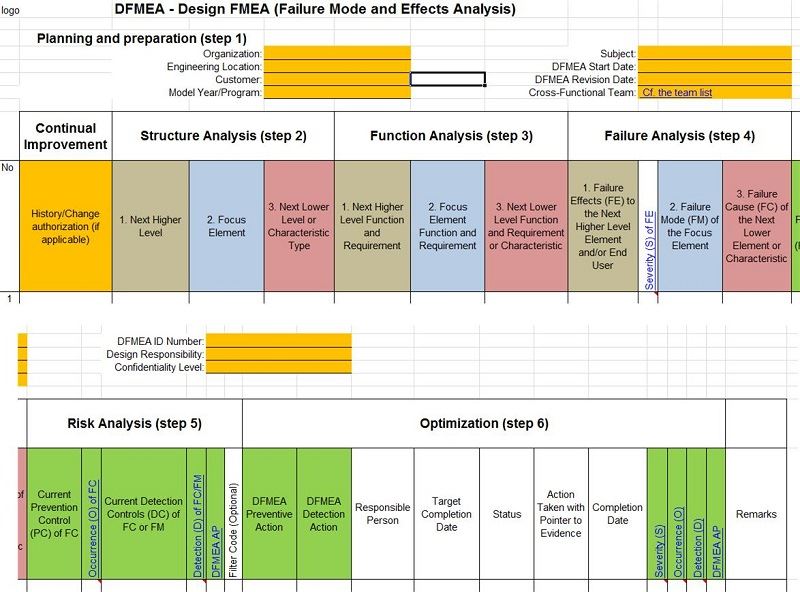
Figure 1-4. Design FMEA
For design FMEAfailure mode and effects analysis, the main efforts are directed towards all the functions of the productany outcome of a process or activity (see also ISO 9000, 3.4.2) and the control plan.
For processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1) FMEAfailure mode and effects analysis, the main efforts are directed towards the activities of the processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1) (operations, tasks) and the production range.
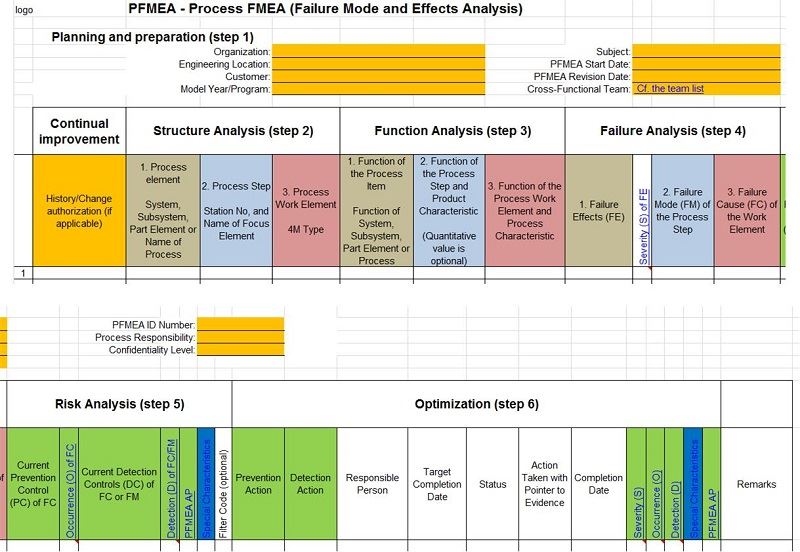
Figure 1-5. Process FMEA
For monitoring and system response FMEAfailure mode and effects analysis the main efforts are directed towards what can happen under operational conditions at the end customeranyone who receives a product (see also ISO 9000, 3.3.5).
For means of production FMEAfailure mode and effects analysis the main efforts are directed towards machine capability and repair activities.
The columns of the steps of structure analysis, function analysis and failure analysis are linked by numbers (1, 2 and 3), by colors and by logic as shown in figure 1-5. Structure analysis allows you to locate the element in the structure, function analysis allows to know the function of the element, while failure analysis allows you to understand why the element did not perform its function.
The failure chain (Chapter 7 of this module, Figure 7-3) shows the links between the failure cause, mode and effect of a work element.
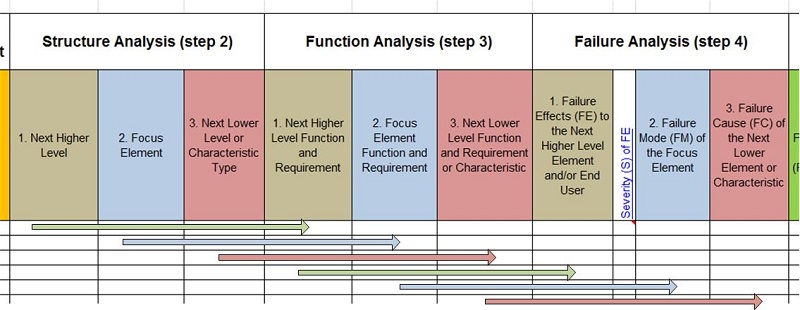
Figure 1-6. The links between the 3 analyses
FMEAfailure mode and effects analysis provides an answer to the following question:
- How could the process produce unacceptable failures, with perceptible and detectable effects, following possible causes, and what would be the actions to eliminate these potential problems?
Some customers have specific FMEAfailure mode and effects analysis requirementsexplicit or implicit need or expectation (see also ISO 9000, 3.1.2) that must be met.
The structures of the different FMEAfailure mode and effects analysiss are very similar. In order to avoid redundancies, use FMEAfailure mode and effects analysis by product family as soon as possible.
The objectives are, among others, to:
- assess the potential failure modes in order to:
- reduce the risk of failures occurring
- find solutions to reduce costs
- establish the critical points
- guarantee that the product during its production and use will meet the requirements and constraints
- make the production process more reliable
- reduce the downtime of machines and equipment (MTBF - Mean Time Between Failures for average time between two failures)
To define the limits of a FMEAfailure mode and effects analysis (when it is not obvious), it is necessary to break down the systemset of interacting processes (see also ISO 9000, 3.2.1), organ or processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1) and identify everything that relates to this analysis and everything that remains outside it.
1.4 Principles
Principles, constraints and pitfalls to avoid
To achieve the objectives set, certain principles must be followed:
- promote prevention over corrective actions
- ensure a multidisciplinary team and learn to work together
- start with the simplest and most known
- break down into elementary activities (components)
- obtain objective data
- use your in-house FMEA support (logo, personalized ratings)
- strictly follow all the steps
- save the analyses
- use the results as a basis for decisions
- assess the cost of actions
- look for the causes as early as possible
Recommendations:
- use precise technical terms for the failure modes
- look for realistic causes
- examine real consequences
- complete the FMEA within a reasonable timeframe
Do not forget at any time certain constraints:
- objectives:
- quality
- cost
- delay
- a risk is either accepted or reduced
- means assured
- criteria to be met
- responsibilities and authorities to be assumed
- technical uncertainties to overcome
 Pitfalls to avoid:
Pitfalls to avoid:
- carrying out a FMEA when it is too late
- not revising a FMEA in time
- letting the team get lost in irrelevant discussions (even very interesting ones)
- using terms like:
- dangerous
- risky
- intolerable
- getting lost in the details
- using different definitions and interpretations for:
- failure modes
- causes
- effects
- risks
- not monitoring the implementation of the proposed actions
.jpg) Minute of relaxation. Cf. joke “Lack of communication”.
Minute of relaxation. Cf. joke “Lack of communication”.
1.5 Benefits
Benefits of the FMEA approach
Benefits by type of FMEAfailure mode and effects analysis:
- design:
- design right the first time
- improve the design to ensure product reliability
- process:
- make it right the first time
- improve production operations to ensure product quality
- monitoring and system response:
- assess the reduction in the risk of failure in real conditions
- improve the detection of defects in the end user
- means of production:
- reduce downtime
- improve operation and maintenance to ensure the availability and safety of production resources
Prevention is always cheaper
Some of the universal benefits of the FMEAfailure mode and effects analysis approach:
- reduce costs (detection and avoidance of failures as early as possible)
- reduce prevention costs of COQ (costs of obtaining quality)
- improve the reliability and safety of products and processes
- reduce analysis times
- increase customer satisfaction
- obtain stable processes
- increase the knowledge and skills of team members
- reduce missteps in design and development
- effectively define the measurement and monitoring steps
- optimize control and maintenance plans
- establish, update and share documentation related to potential failures
- improve internal and external communication
The success of a FMEAfailure mode and effects analysis depends, among other things, on:
- precise planning and active preparation
- the correct definition of the objective and the scope
- the size of the team, the team spirit and the competence of its members
- the qualification of the project leader (facilitator, animator, moderator)
- the time allotted
- rigorous monitoring of actions undertaken
Minute of relaxation. Game: FMEA principles
1.6 Steps
The 7 essential steps of a FMEA
The 7 steps of a FMEAfailure mode and effects analysis (cf. figure 1-7) are as follows:
- planning and preparation (step 1):
- project identification:
- purpose
- deadline
- eam
- tasks
- tools
- limits
- project identification:
- structure analysis (step 2):
- scope of the analysis:
- flowchart
- physical model
- components
- design interfaces
- interactions
- steps of the process
- scope of the analysis:
- function analysis (step 3):
- identification of functions:
- function needs analysis
- function specifications
- technical function analysis
- job requirements
- identification of functions:
- failure analysis (step 4):
- failure chain:
- failure mode
- failure effect
- failure cause for each function
- Ishikawa diagram
- failure chain:
- risk analysis (step 5):
- assignment of measures and level:
- preventive actions
- measures to detect the causes and modes of failure
- ratings of:
- severity
- occurrence
- detection and
- action priority
- assignment of measures and level:
- optimization (step 6):
- identification of risk reduction actions:
- assignment of responsibilities
- deadline for application of actions
- application of actions and:
- effectiveness of actions
- risk assessment after the action
- identification of risk reduction actions:
- documentation of results (step 7):
- communication of the results and conclusions of the analysis:
- establishment of the content of the documentation
- recording of actions and:
- effectiveness of actions
- risk assessment after the action
- risk reduction communication:
- internally
- if appropriate:
- to customers
- suppliers
- recording of:
- risk analysis
- risk reduction to acceptable levels
- communication of the results and conclusions of the analysis:
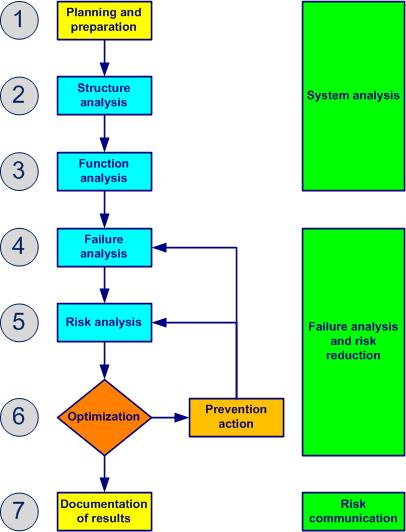
Figure 1-7. The 7 FMEA steps
Any decision is made taking into account the costs of the actions proposed by the FMEAfailure mode and effects analysis team and the strategic directions of the processactivities which transform inputs into outputs (see also ISO 9000, 3.4.1) (productany outcome of a process or activity (see also ISO 9000, 3.4.2)).
FMEAfailure mode and effects analysis is a living tool that does not end with the end of design or industrialization. The information gathered will be used for the validation of the design and for the continual improvementpermanent process allowing the improvement of the global performance of the organization (see also ISO 9000, 3.2.13 and ISO 14 001, 3.2) of the component or systemset of interacting processes (see also ISO 9000, 3.2.1) analyzed.
.jpg) Minute of relaxation. Paganini's violin concert performed with facial expressions.
Minute of relaxation. Paganini's violin concert performed with facial expressions.